Hi Guys,
Sorry, I am updating few things and the blog will be offline for few days...
Cheers,
Junior
Wednesday, December 1, 2010
Thursday, November 25, 2010
Updates....
Hi Guys,
Sorry for taking too long to post something and answer some comments, I have been quite busy at work...
Right now there are two main issues in the printer:
1) The Teflon glass arrived and didn't work... :(
The main reason is that the coated Teflon is not opaque and the surface is irregular.
Still working to find a solution soon because the workaround of using Teflon and tape reduces a lot the quality. Additionally the process fail sometimes when the tape does not hold the Teflon... terrible
2) The resin is too sticky after printing and requires a complex post curing process, including chemical baths and sun bath. I am right now looking for some alternatives.
I will post some more details soon and answer the comments.
Cheers
Junior
Sorry for taking too long to post something and answer some comments, I have been quite busy at work...
Right now there are two main issues in the printer:
1) The Teflon glass arrived and didn't work... :(
The main reason is that the coated Teflon is not opaque and the surface is irregular.
Still working to find a solution soon because the workaround of using Teflon and tape reduces a lot the quality. Additionally the process fail sometimes when the tape does not hold the Teflon... terrible
2) The resin is too sticky after printing and requires a complex post curing process, including chemical baths and sun bath. I am right now looking for some alternatives.
I will post some more details soon and answer the comments.
Cheers
Junior
Thursday, October 21, 2010
The printer on the news...
Hi Guys,
I am extremely happy with the news all over the world about the printer results, many translations, including in my country (Brazil)...
If you want to see the links, please google Junior Veloso 3d
I have some great results and news to share soon... keep following the blog...
Cheers,
Junior
In Portuguese/ em Portugues
Oi Pessoal,
Obrigado pelos acessos ao blog, moro em Cingapura ha varios anos e fico feliz em ver as noticias em diversos blogs e sites no Brasil.
Abracos,
Junior
I am extremely happy with the news all over the world about the printer results, many translations, including in my country (Brazil)...
If you want to see the links, please google Junior Veloso 3d
I have some great results and news to share soon... keep following the blog...
Cheers,
Junior
In Portuguese/ em Portugues
Oi Pessoal,
Obrigado pelos acessos ao blog, moro em Cingapura ha varios anos e fico feliz em ver as noticias em diversos blogs e sites no Brasil.
Abracos,
Junior
high resolution pic...

Hi all, just want to share a high resolution picture of the object... it is really good.. very smooth...
You can see some lines because the image was taken with powerful macro lens (microscope) as the space between the lines are 100 microns (human hair thickness). With naked eyes you see a very smooth object.
This resolution can be improved, currently I am using 100 microns and I believe I can go down to 25micros... I will test soon and post the results here...
Cheers,
Junior
Sunday, October 17, 2010
Forgot to mention on previous post...
The time to print the brain gear was same as to print Venus (around 5 hours)... most of the 3d printers in the market would need more time to print a very complex object.
That's is the main advantage of this process, the object complexity does not affect the printing time as you print full layer each time.
Regards,
Jr
That's is the main advantage of this process, the object complexity does not affect the printing time as you print full layer each time.
Regards,
Jr
Big challege for the printer....

This weekend I decided to test the printer capability on printing very complex object that would need complex support structure. The "brain gear" was the select object...
There was a need for big number of support as you can see in the picture on the left.
One big mistake was the support thickness choice, I have used 1mm trickiness support, which was too much because in some places the support merged with the object and I damage a little bit removing it as you can see in the last picture.

This is the detail of building... huge number of supports....
Looks very nice... I will post short video on youtube soon...
 The quality is amazing, I got very smooth surface without any finishing...
The quality is amazing, I got very smooth surface without any finishing...BTW, special thanks to my friend Daniel Alenquer who join me these weekend for tests and brought his brand new super macro lens. Also thanks to Tiagao e Gustavao, who came here to see the printer... I hope having you guys back here soon and some other friends visiting us as well.

This is the final object, it is around 6cm tall. As you can see I damaged the bottom part of the object while removing the support...
Additionaly, while cleaning the printed object, I damaged the bottom part using isopropyl alcoho ... still looking for perfect post printing solvent.... I got some suggestions from Malu... let's try!!!
I will print this object again soon, and improve the quality with the lessons learned so far... but I think is pretty good for second object.
Friday, October 15, 2010
Are you kidding me?????

Hi guys,
I was not expecting a very precise model... but by coincidence or something else the calibration worked very well.....
High resolution pic...
Hi Guys,
I am posting a resolution picture so you can see the printing quality... I left the Venus for around 4 hours in the sun.. now it's hard as rock...
And the good news is that the resolution can be improved if you print in thinner layer... I also believe that once I get the coated glass the resolution will be great!!!
Cheers
Junior

I am posting a resolution picture so you can see the printing quality... I left the Venus for around 4 hours in the sun.. now it's hard as rock...
And the good news is that the resolution can be improved if you print in thinner layer... I also believe that once I get the coated glass the resolution will be great!!!
Cheers
Junior

Thursday, October 14, 2010
Before someone ask....
- Over 5 hours to print...
- Layer thickness 0.1 mm
- Curing time 8s
- around 650 layers
- Result is very hard plastic
- Object is halo, wall thickness 2mm
- I will start using white dyes... easy to paint later...
cheers
Junior
- Layer thickness 0.1 mm
- Curing time 8s
- around 650 layers
- Result is very hard plastic
- Object is halo, wall thickness 2mm
- I will start using white dyes... easy to paint later...
cheers
Junior
Last post and few findings...
Hi Guys,
time to go to bed...
Few findings...
1) YES TEFLON is the solution... THANK YOU ROGER AND EVERYONE FOR THE SUGGESTIONS!!!
2) I am sure the resolution will improve a lot once I use the coated glass as the there was many microscopic bubbles between the Teflon film and bottom
3) the resin and dye works very well, there was no curing beyond the layer... no "shadow"\
4) there are many visible lines on Venus, the main reason was that I stopped the building process many times to see the result and brought the object outside the resin many times...
this may have changed a little bit the position when returning back to the bottom and create those lines... they are exactly where I stopped.... this won't happen in the continuous printing...
Very happy today with the results....
Cheers,
Junior
time to go to bed...
Few findings...
1) YES TEFLON is the solution... THANK YOU ROGER AND EVERYONE FOR THE SUGGESTIONS!!!
2) I am sure the resolution will improve a lot once I use the coated glass as the there was many microscopic bubbles between the Teflon film and bottom
3) the resin and dye works very well, there was no curing beyond the layer... no "shadow"\
4) there are many visible lines on Venus, the main reason was that I stopped the building process many times to see the result and brought the object outside the resin many times...
this may have changed a little bit the position when returning back to the bottom and create those lines... they are exactly where I stopped.... this won't happen in the continuous printing...
Very happy today with the results....
Cheers,
Junior






















It's alive....
Hi Guys,
The result was far better than I was expecting... I will let the images tell....

This is the object (Venus) that I printed... and before someone ask what is behind her... It is just a small object that I am using to calibrate the printer (building area, curing time, etc...)

Doesn't look good... let's wait little bit more to see whether this printer works or not....
:)

What is that? I can see something... after few hours....



The result was far better than I was expecting... I will let the images tell....

This is the object (Venus) that I printed... and before someone ask what is behind her... It is just a small object that I am using to calibrate the printer (building area, curing time, etc...)

Doesn't look good... let's wait little bit more to see whether this printer works or not....
:)

What is that? I can see something... after few hours....



Many things to share today....
Hi Guys,
I have many things to share today... all good things...
I am waiting for a glass coated with Teflon from Roger (great friend from 3D Printer list) and I can't wait to get my hands on this.. thank you very much Roger for all suggestions and support... and thank all guys from the list for the suggestions!!!!
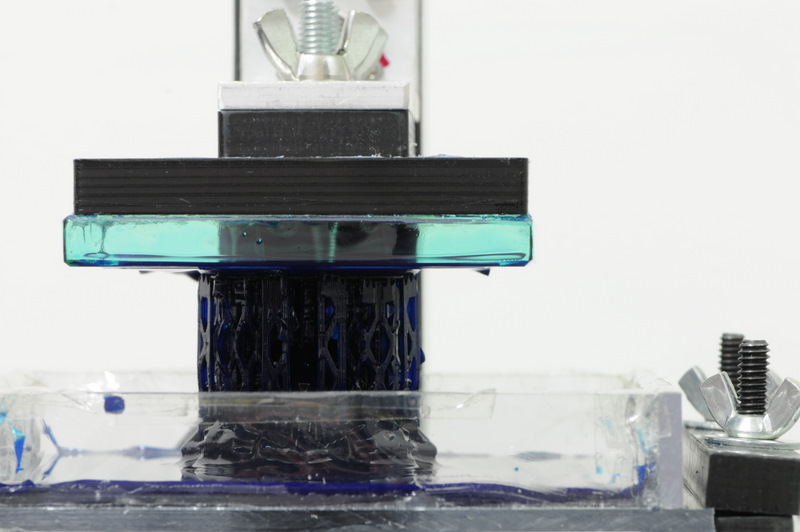
While waiting for the Teflon glass I bought some Teflon film on e-bay... just to see what is this ??? never saw transparent Teflon in my life... my Teflon knowledge was limited to kitchen...
The Teflon arrived yesterday and I could not wait to test... you will see the results...

This is the Teflon I received....

Okay... let's test it....
I use a double tape to stick the Teflon in the polycarbonate tray... it was not looking that professional but you will see the results..

At the end I manage to get very ugly building tray.... hehehehe
I have many things to share today... all good things...
I am waiting for a glass coated with Teflon from Roger (great friend from 3D Printer list) and I can't wait to get my hands on this.. thank you very much Roger for all suggestions and support... and thank all guys from the list for the suggestions!!!!
While waiting for the Teflon glass I bought some Teflon film on e-bay... just to see what is this ??? never saw transparent Teflon in my life... my Teflon knowledge was limited to kitchen...
The Teflon arrived yesterday and I could not wait to test... you will see the results...

This is the Teflon I received....

Okay... let's test it....
I use a double tape to stick the Teflon in the polycarbonate tray... it was not looking that professional but you will see the results..

At the end I manage to get very ugly building tray.... hehehehe
Good looking Printer...
Hi Guys,
While waiting for a solution for the bottom stickiness I spent sometime "beautifying" the printer, actually most of the things I have done are was mainly to avoid external light source that could cure the resin and improve the printer.
Really looks nice now...



Most of the things are made from acrylic sheet. The transparent red acrylic protects the building area from external light.. pretty cool...
Cheers,
Jr
While waiting for a solution for the bottom stickiness I spent sometime "beautifying" the printer, actually most of the things I have done are was mainly to avoid external light source that could cure the resin and improve the printer.
Really looks nice now...



Most of the things are made from acrylic sheet. The transparent red acrylic protects the building area from external light.. pretty cool...
Cheers,
Jr
Wednesday, September 29, 2010
News about building area, resin, curing time...
Hi Guys, few updates:
1) Building area
Jr
1) Building area
- I am still facing a lot of problems to find the right material for the bottom building area, so far I have tested glass (result: don't work as the resin stick to it), acrylic (result: resin stick to it as well) and polycarbonate (Result: resin does not stick but after some minutes the polycarbonate become opaque because of some chemical reaction and does not work anymore.
- The plan is to test some other materials within next 2 weeks.
- The resin works very well after adding some dyes and this solve completely the issue of curing more than the required layer. I manage to print a small object with amazing quality and no "shadow" on other layers.
- Now I am using 8 seconds for curing time and I am getting a amazing result.
Jr
Monday, September 13, 2010
New tests and new findings...
Hi Guys,
I was wrong, the curing time was not enough to cure the resin totally, the resin was yellow because was not cured. I put it for few hours in the sun and became crystal clear, and got very hard.
The problem now is that increasing the curing time also increased the stickiness, so the acrylic base does not work... I need to find another material for this.
Meanwhile I will finish some other parts of the printer that are still pending. The program is 95% ready and it's amazing. I will share it later on.
Another important thing, the resin is clear and the light pass through and cures more than the layer it suppose to cure... so, there is no way we will produce a crystal clear object... but I am fine with that...
Also I am checking with Dymax if they can provide the resin with color.
Regards,
Junior
I was wrong, the curing time was not enough to cure the resin totally, the resin was yellow because was not cured. I put it for few hours in the sun and became crystal clear, and got very hard.
The problem now is that increasing the curing time also increased the stickiness, so the acrylic base does not work... I need to find another material for this.
Meanwhile I will finish some other parts of the printer that are still pending. The program is 95% ready and it's amazing. I will share it later on.
Another important thing, the resin is clear and the light pass through and cures more than the layer it suppose to cure... so, there is no way we will produce a crystal clear object... but I am fine with that...
Also I am checking with Dymax if they can provide the resin with color.
Regards,
Junior
Saturday, September 11, 2010
First findings..... while printing... Now I will go out for a drink :)
1) I used curing time = 4 seconds, I think it was too much, the resin got too strong and start to stick on the acrylic. It became because of the over curing.
2) You need to wait few seconds after curing one layer so the resin can settle better and avoid bubbles
3) You need enough resin to cover at least the Tilt area. As it was my first test I used just 90ml of resin (economy mode.. hahahaha). It was big mistake, the bubbles start to appear and once they became big part of the layer the object broke because of the lack of the strength combined with over curing.
4) After finished...don't wash anything with detergent or soap... store the remaining resin in a anti-light recipient and leave the remaining one on the tank. Use the light to cure all the remaining resin in the thank, so you can remove it easily.
5) My thank is made by acrylic... works pretty fine and VERY cheap... comparing to the quartz I bought before (didn't work with quartz).
Many things that I will right later... but the method works and the resin is good for that.
Cheers,
Jr
2) You need to wait few seconds after curing one layer so the resin can settle better and avoid bubbles
3) You need enough resin to cover at least the Tilt area. As it was my first test I used just 90ml of resin (economy mode.. hahahaha). It was big mistake, the bubbles start to appear and once they became big part of the layer the object broke because of the lack of the strength combined with over curing.
4) After finished...don't wash anything with detergent or soap... store the remaining resin in a anti-light recipient and leave the remaining one on the tank. Use the light to cure all the remaining resin in the thank, so you can remove it easily.
5) My thank is made by acrylic... works pretty fine and VERY cheap... comparing to the quartz I bought before (didn't work with quartz).
Many things that I will right later... but the method works and the resin is good for that.
Cheers,
Jr
IT WORKS!!!!! :)
Hi Guys,
INCREDIBLE!!!!!! I have just printed my first object on the 3d printer... still many things to adjust but the process works very well!!!
Please see the pictures.
Cheers,
Junior





INCREDIBLE!!!!!! I have just printed my first object on the 3d printer... still many things to adjust but the process works very well!!!
Please see the pictures.
Cheers,
Junior





Work in progress
Hi Guys,
Just want to put some new pictures of the work I am doing... I will explain later on how everything works.
Cheers,
Junior


Just want to put some new pictures of the work I am doing... I will explain later on how everything works.
Cheers,
Junior


Tuesday, July 20, 2010
Last post for today... initial plans and findings
My plan is to build a chemical 3d printer similar method of this one (http://www.youtube.com/watch?v=HbNl0CsB2xE). Using visible light and DLP chip to cure visible light resin.
The main advantages are: high resolution, very small waste and no powder mess... and most important low cost for building :) ... but high cost for the resin :(
But there are also some disadvantages: if you want a high resolution the
printing area must be small, because of high price of chemicals you will spend
a lot of money for big printing area.
I am not buying a DLP kit to build the machine as this would cost a fortune, so I am using a DLP projector that you can find anywhere.
Some of my findings so far:
1) The projector must use DLP chip www.dlp.com
2) Resolution: I am using a 1024 X 768 (0.55'' DLP chip) – I bought a used
projector on e-bay for less than 500USD. If you want a higher resolution you
will need a more expensive projector (over 1000 dollars). As I am planning to
have 100X80X130 mm building size which will give me a very good resolution, one
pixel will be thinner than a human hair (100 microns). My projector is Optoma
EP728. Projector lamp is cheap, I bought spare one...
3) The Z resolution is also important, I am using a microscope screw lead (140mm
- travel). This will give me a resolution around 0.01 mm on Z
4) As the projector lens are not for short throw distance, I did a small
modification to adjust the focus in short throw. (Removed some screws – my throw
distance 170mm)
5) The top-down building process has 2 main issues: bubbles and chemical level
as you introduce more solid material (elevator) the level goes up which could
give a small difference on Z axis. For this reason I am building a bottom-up
platform, this makes the project simple and also reduces the cost of chemicals
as you don't need to have a full Z deep building area.
6) Software: For slicing the solid I will use any commercial or non
commercial (Fogassa/Pov-ray). For printing I am building one which I can share
later on.
7) Chemicals: I have purchased one material from Dymax for keypad coating (very
hard (D80) and low viscosity that will arrive in 4 weeks, if it works it will be
best cost (around 200 USD per kg – must be cheaper in USA).
Cheers,
Junior
The main advantages are: high resolution, very small waste and no powder mess... and most important low cost for building :) ... but high cost for the resin :(
But there are also some disadvantages: if you want a high resolution the
printing area must be small, because of high price of chemicals you will spend
a lot of money for big printing area.
I am not buying a DLP kit to build the machine as this would cost a fortune, so I am using a DLP projector that you can find anywhere.
Some of my findings so far:
1) The projector must use DLP chip www.dlp.com
2) Resolution: I am using a 1024 X 768 (0.55'' DLP chip) – I bought a used
projector on e-bay for less than 500USD. If you want a higher resolution you
will need a more expensive projector (over 1000 dollars). As I am planning to
have 100X80X130 mm building size which will give me a very good resolution, one
pixel will be thinner than a human hair (100 microns). My projector is Optoma
EP728. Projector lamp is cheap, I bought spare one...
3) The Z resolution is also important, I am using a microscope screw lead (140mm
- travel). This will give me a resolution around 0.01 mm on Z
4) As the projector lens are not for short throw distance, I did a small
modification to adjust the focus in short throw. (Removed some screws – my throw
distance 170mm)
5) The top-down building process has 2 main issues: bubbles and chemical level
as you introduce more solid material (elevator) the level goes up which could
give a small difference on Z axis. For this reason I am building a bottom-up
platform, this makes the project simple and also reduces the cost of chemicals
as you don't need to have a full Z deep building area.
6) Software: For slicing the solid I will use any commercial or non
commercial (Fogassa/Pov-ray). For printing I am building one which I can share
later on.
7) Chemicals: I have purchased one material from Dymax for keypad coating (very
hard (D80) and low viscosity that will arrive in 4 weeks, if it works it will be
best cost (around 200 USD per kg – must be cheaper in USA).
Cheers,
Junior
What do I need to think while planning to build a 3D printer?
Well there are many things you need to consider.
1) What is the purpose?
This will help you to decide which kind of material, build size, resolution, etc. The most important thing is that your choice will also define the costs :(
2) What skills I need?
Well, today you can learn basically everything on internet, you won't become an electronic engineer overnight but I am sure you can learn how to control a step motor (I did it :)). You can ask help to friends.
3) What a bout tools?
bout tools?
You will need many precision tools, it is not possible to build such machine with simple tools. You may need to use a CNC for precison parts. I will mention some tools used while building the printer.
4) Time and money..
Yes, you may spend sometime to do it and money too. I expect to spend around 1.5k to 2k USD to build one. But I already spent 2 times this amount just in tools last 2 years, but don't worry you can use your friends tools also.
Have fun
Jr
1) What is the purpose?
This will help you to decide which kind of material, build size, resolution, etc. The most important thing is that your choice will also define the costs :(
2) What skills I need?
Well, today you can learn basically everything on internet, you won't become an electronic engineer overnight but I am sure you can learn how to control a step motor (I did it :)). You can ask help to friends.
3) What a
 bout tools?
bout tools?You will need many precision tools, it is not possible to build such machine with simple tools. You may need to use a CNC for precison parts. I will mention some tools used while building the printer.
4) Time and money..
Yes, you may spend sometime to do it and money too. I expect to spend around 1.5k to 2k USD to build one. But I already spent 2 times this amount just in tools last 2 years, but don't worry you can use your friends tools also.
Have fun
Jr
Subscribe to:
Posts (Atom)